Flexi Plate with PEX - Elegoo OrangeStorm Giga - 410 x 410
Couldn't load pickup availability
Product Details
Fits: Elegoo OrangeStorm Giga
Upgrade your 3D printing build surface with our PEX Flexi Plate, designed to enhance print quality and streamline your workflow. When your print is done, simply remove the Flexi Plate and flex it slightly to release even the most intricate designs without damaging them.
At its core is the Wham Bam PEX Build Surface, a specially engineered material that provides exceptional adhesion during printing and effortless release afterward. It’s paired with a flexible, spring steel Flexi Plate that is built to last, featuring rust-proof, spring steel that maintains its flexibility and strength over time. It's compatible with a wide range of 3D printers, making it an ideal upgrade for hobbyists, prosumers, and industrial users alike who need a hassle-free solution to enhance their 3D printing experience.
Explore more info of our FDM solutions.
Printer Fits:
• Elegoo OrangeStorm Giga (buy 4 and save 10%)
"Please note, this version has the tabs in a more centered position."
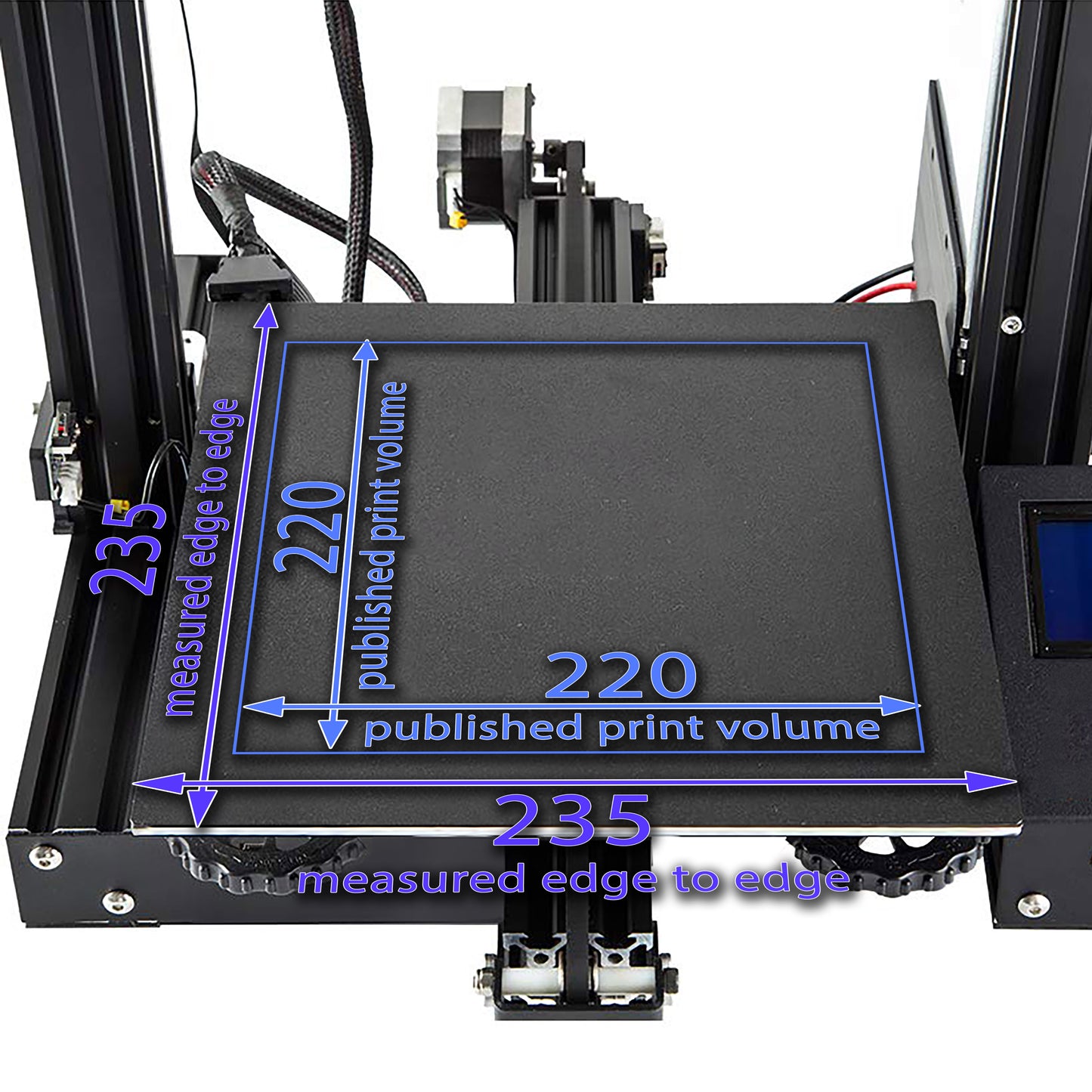
Do you have a printer similar to what's listed under Printer Fits or May Fit?If you have a printer similar to the one described above and believe our solution could work for your printer, please follow our easy instructions on measuring your build plate. Let us know if your printer matches our specifications or is even close! We’d love to hear about it, and you might even receive a discount on Wham Bam® merchandise for your efforts. Click here for more info.

- 1 Flexi Plate with PEX Build Surface
- 410 x 410
- Flexi Plate 0.4 mm
- PEX Build Surface 0.35 mm
View PDF Installation instructions here.
Note: You should already have a Magnetic Base or bed clips installed on your printer as this is needed to use a Flexi Plate.
Make sure to rough up the PEX surface with 000 steel wool or red Composite Abrasive Pad (CAP is version 7447). On the first preparation, you will need to scuff in circles for 4-5 minutes until you have an even satin matte finish without seeing individual scratches with very little reflection. Clean repetitively with isopropyl alcohol >90% and a fresh/clean paper towel. Do not use other rags, microfiber, wipes, or towels, please see here.
If your machine has automatic bed leveling, run the leveling process and set your gap such that the first layer is well squished. For more details on achieving the right first layer squish, refer to this bed leveling guide.
If your printer uses manual leveling, follow the same guide for instructions on the leveling process.
Always read your filament spool label
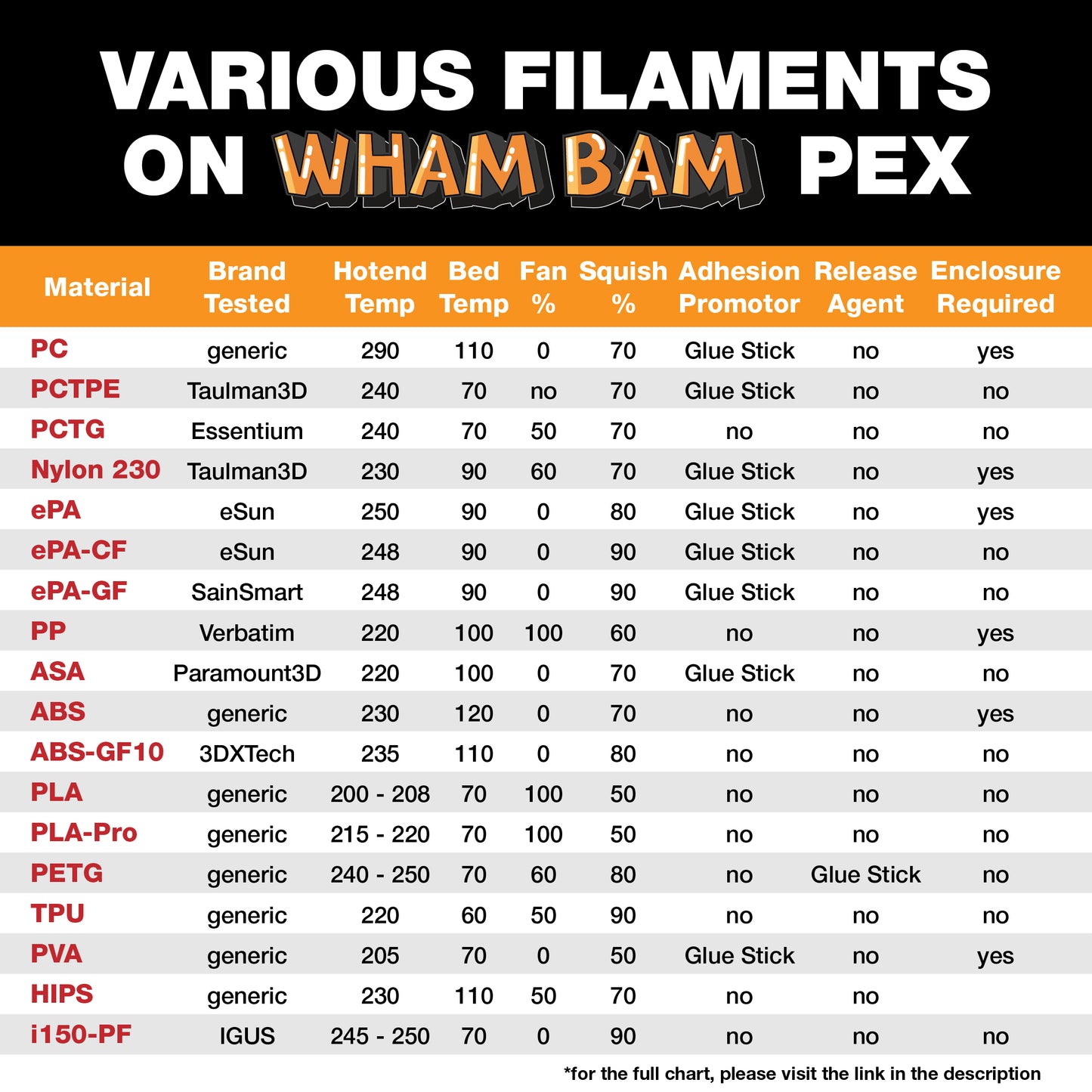
Your hot end temperatures should be set within the range printed on the side of the spool of filament. The first 3 layers should be toward the lower temperature range to avoid damaging the PEX. For example, if the hot-end range is 200-230° C, start with 215°C or lower and adjust as needed for your first layer. For bed temperatures, stick with the Wham Bam recommended temperatures as shown in the chart below.
When trying a new filament
We always suggest that when changing filament types and brands or adjusting settings, always print a small test cube (or our Mini Whammy) in the far corner of your build surface. If you do not get good adhesion, you may need to adjust your settings or use glue stick to promote adhesion. If it sticks for the full print and comes off easily once cooled, you are probably good to go when printing larger parts. If it bonds too well, adjust your settings, or use glue stick. When in doubt, use glue stick as a barrier layer. PETG and some other filaments, such as ASA, stick too well and typically need a barrier layer.
Printing PETG?
Learn more about problem-free PETG printing on our PEX
Full support info can be found on our support page.
Always read your filament spool label
Your hot end temperatures should be set within the range printed on the side of the spool of filament. The first 3 layers should be toward the lower temperature range to avoid damaging the PEX. For example, if the hot-end range is 200-230° C, start with 215°C or lower and adjust as needed for your first layer. For bed temperatures, stick with the Wham Bam recommended temperatures as shown in the chart below.
When trying a new filament
We always suggest that when changing filament types and brands or adjusting settings, always print a small test cube (or our Mini Whammy) in the far corner of your build surface. If you do not get good adhesion, you may need to adjust your settings or use glue stick to promote adhesion. If it sticks for the full print and comes off easily once cooled, you are probably good to go when printing larger parts. If it bonds too well, adjust your settings, or use glue stick. When in doubt, use glue stick as a barrier layer. PETG and some other filaments, such as ASA, stick too well and typically need a barrier layer.
Printing PETG?
Learn more about problem-free PETG printing on our PEX
After every print:
Always wait until the printed part and build plate are completely cool before flexing off and never flex when either is still warm. Never force off a print; always flex carefully once cool to remove the part.
After removing the parts always prepare the PEX for the next print by using either 000 steel wool, CAP pads, or a red Scotchbrite 7447 pad. Scuff for about 10 seconds, then clean with 90% or higher IPA and fresh paper. This will help to remove any traces of filament and prevent contaminant build up. Do not use rags, microfiber, wipes, or towels, please see here.